


Chuyển giao công nghệ Anode hóa nhuộm màu nhôm
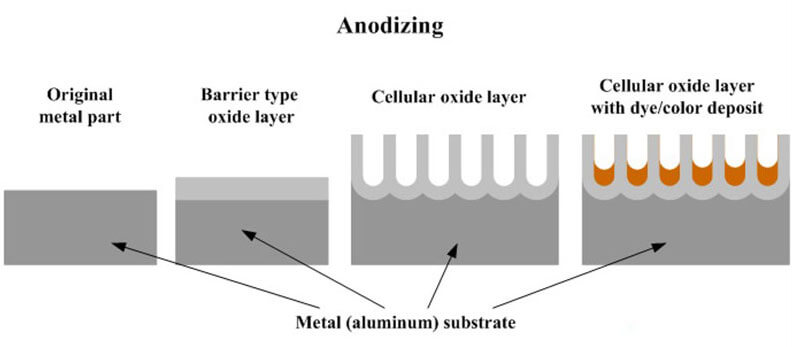
Khi bạn cần các nguyên mẫu kim loại hoặc các bộ phận có tính chất cơ học vượt trội và thiết kế thẩm mỹ chuyên dụng, nhôm anodizing là một lựa chọn tuyệt vời. Quá trình anot hóa tạo thành một lớp oxit trên một phần kim loại, tăng hiệu quả chống ăn mòn, và cũng tăng cường chất lượng thị giác và giữ cho bề mặt không bị trầy xước.
Anodizing nhôm là một phương pháp xử lý hậu cực kỳ bền. Nó không chỉ tăng cường các tính chất và sự xuất hiện của một bộ phận, nó cho phép bám dính tốt hơn cho sơn lót và keo dán. Kỹ thuật này sử dụng màng anốt cung cấp hiệu ứng thẩm mỹ độc đáo, chẳng hạn như lớp phủ trong suốt phản chiếu lớp phủ nhẹ hoặc dày
Hợp kim nhôm được anốt hóa để tăng khả năng chống ăn mòn và cho phép nhuộm (tạo màu), bôi trơn được cải thiện hoặc độ bám dính được cải thiện. Tuy nhiên, anodizing không làm tăng sức mạnh của vật thể nhôm. Lớp anodic (sau khi anode hóa) sẽ không dẫn điện.
Thông số kỹ thuật anod hóa được sử dụng rộng rãi nhất ở Hoa Kỳ là thông số kỹ thuật quân sự của Hoa Kỳ, MIL-A-8625, định nghĩa ba loại anod hóa nhôm. Loại I là anot hóa axit cromic, Loại II là anot hóa axit sunfuric và loại III là anot hóa axit sunfuric cứng. Các thông số kỹ thuật anod hóa khác bao gồm nhiều MIL-SPEC (ví dụ: MIL-A-63576), thông số kỹ thuật ngành hàng không vũ trụ của các tổ chức như SAE, ASTM và ISO (ví dụ: AMS 2469, AMS 2470, AMS 2471, AMS 2472, AMS 2482, ASTM B580, ASTM D3933, ISO 10074 và BS 5599) và thông số kỹ thuật cụ thể của công ty (chẳng hạn như của Boeing, Lockheed Martin, Airbus và các nhà thầu lớn khác). AMS 2468 đã lỗi thời. Không có thông số kỹ thuật nào trong số này xác định một quy trình chi tiết hoặc hóa học, mà là một bộ các thử nghiệm và các biện pháp đảm bảo chất lượng mà sản phẩm anod hóa phải đáp ứng. BS 1615 cung cấp hướng dẫn trong việc lựa chọn hợp kim để anốt hóa. Đối với công việc quốc phòng của Anh, một quá trình anốt hóa crom và lưu huỳnh chi tiết được mô tả theo DEF STAN 03-24 / 3 và DEF STAN 03-25 / 3 tương ứng. [10] [11]
Axit cromic (loại I)
Quá trình anod hóa lâu đời nhất sử dụng axit cromic. Nó được biết đến rộng rãi là quy trình Bengough-Stuart, nhưng do các quy định an toàn liên quan đến kiểm soát chất lượng không khí, không được các nhà cung cấp ưa thích khi vật liệu phụ gia liên quan đến loại II không phá vỡ dung sai. Ở Bắc Mỹ, nó được gọi là Loại I vì nó được chỉ định bởi tiêu chuẩn MIL-A-8625, nhưng nó cũng được bảo vệ bởi AMS 2470 và MIL-A-8625 Loại IB. Ở Anh, nó thường được chỉ định là Def Stan 03/24 và được sử dụng ở những khu vực dễ tiếp xúc với nhiên liệu đẩy, v.v. Ngoài ra còn có các tiêu chuẩn của Boeing và Airbus. Axit cromic tạo ra các màng mỏng hơn, 0,5 mm đến 18 mm (0,00002 “đến 0,0007”) [12] mềm hơn, dễ uốn hơn và ở mức độ tự phục hồi. Chúng khó nhuộm hơn và có thể được áp dụng như một tiền xử lý trước khi vẽ. Phương pháp tạo màng khác với sử dụng axit sunfuric ở chỗ điện áp được tăng cường trong suốt quá trình xử lý.
Axit sunfuric (Loại II & III)
Axit sulfuric là giải pháp được sử dụng rộng rãi nhất để sản xuất lớp phủ anot hóa. Các lớp phủ có độ dày vừa phải 1,8 25m đến 25 m (0,00007 “đến 0,001”) [12] được gọi là Loại II ở Bắc Mỹ, như được đặt tên bởi MIL-A-8625, trong khi các lớp phủ dày hơn 25 m (0,001 “) được gọi là Loại III, lớp phủ cứng, anot hóa cứng hoặc anốt hóa được thiết kế. Các lớp phủ rất mỏng tương tự như các lớp được tạo ra bởi anot hóa crom được gọi là Loại IIB. Các lớp phủ dày đòi hỏi phải kiểm soát quá trình nhiều hơn, [6] và được sản xuất trong bể lạnh gần điểm đóng băng nước có điện áp cao hơn lớp phủ mỏng hơn. Quá trình anốt hóa cứng có thể được làm dày từ 13 đến 150 mm (0,0005 “đến 0,006”). Độ dày anốt làm tăng khả năng chống mài mòn, chống ăn mòn, khả năng giữ lại chất bôi trơn và lớp phủ PTFE, và cách điện và cách nhiệt Các tiêu chuẩn cho quá trình anốt hóa lưu huỳnh mỏng (Mềm / Tiêu chuẩn) được đưa ra bởi MIL-A-8625 Loại II và IIB, AMS 2471 (không nhuộm) và AMS 2472 (nhuộm), BS EN ISO 12373/1 (trang trí), BS 3987 ( Về mặt kiến trúc). Các tiêu chuẩn cho quá trình anốt hóa lưu huỳnh dày được đưa ra bởi MIL-A-86 25 Loại III, AMS 2469, BS ISO 10074, BS EN 2536 và AMS 2468 và DEF STAN lỗi thời 03-26 / 1.
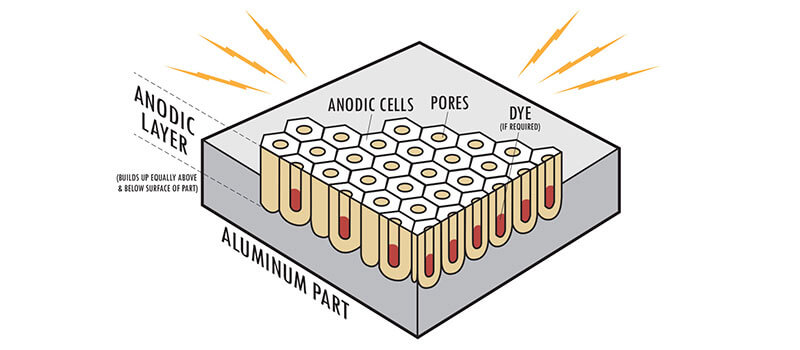
Các quá trình anốt hóa phổ biến nhất, ví dụ axit sunfuric trên nhôm, tạo ra bề mặt xốp có thể chấp nhận thuốc nhuộm một cách dễ dàng. Số lượng màu nhuộm gần như vô tận; tuy nhiên, màu sắc được sản xuất có xu hướng thay đổi theo hợp kim cơ sở. Các màu phổ biến nhất trong công nghiệp, do chúng tương đối rẻ, là vàng, xanh lá cây, xanh dương, đen, cam, tím và đỏ. Mặc dù một số có thể thích màu nhạt hơn, trong thực tế, chúng có thể khó sản xuất trên một số hợp kim nhất định như lớp đúc silicon cao và hợp kim nhôm-đồng 2000-series. Một mối quan tâm khác là “độ bền màu” của thuốc nhuộm hữu cơ, một số màu (đỏ và xanh lam) đặc biệt dễ bị phai màu. Thuốc nhuộm đen và vàng được sản xuất bằng phương tiện vô cơ (ferric ammonium oxalate) nhẹ hơn. Nhuộm anodizing thường được niêm phong để giảm hoặc loại bỏ thuốc nhuộm chảy ra.
Công ty TNHH MTV SX – TM Kiến Vượng Thành chúng tôi cung cấp thiết bị, nguyên liệu (bột màu) & tư vấn kĩ thuật về anode hóa nhuộm màu nhôm / xử lý bề mặt nhôm
bột màu bên chúng tôi cung cấp có nguồn gốc hữu cơ & có đủ chứng nhận COA, MSDS, TDS, Rohs….
Để tư vấn chi tiết, vui lòng liên hệ: A. Kiên – 083 9999 138
Một vài sản phẩm sử dụng công nghệ anode nhôm (anode hóa nhuộm màu nhôm).






(nguồn: Theo wikipedia)